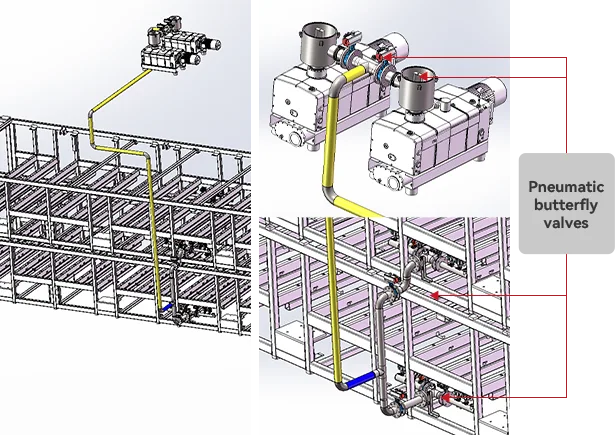
Scheme of Shared Pump for the Upper and Lower Layers in the Second Chamber
Purpose: Prevent the cross-flow of air in the vacuum pipelines of the upper and lower layers.
Method: Install a pneumatic butterfly valve for each vacuum pump in both the upper and lower layers, and revise the vacuuming logic accordingly.
Frameless Lamination Reconstruction Shceme
Purpose: Replaces the laminating frame reflow line, saving space and costs.
Method: Use synchronous belt type and a servo system to make the module feeding accuracy more precise.
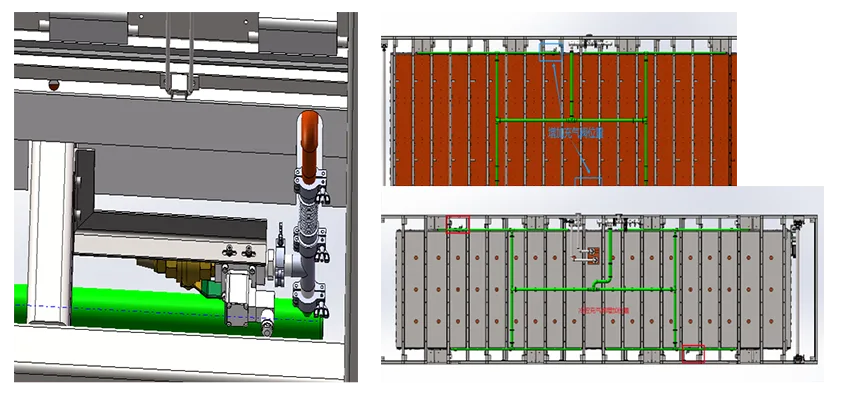
Reconstruction Plan for Adding Inflation Valves to the Chamber
Purpose: Increase the inflation rate of the lower chambe.
Method: Add two sets of inflation mechanisms.
Flat-Platen Press Lamination Upgrade
Purpose: To enable the machine to switch between flatbed pressing and rubber plate pressing, thereby achieving compatibility with products of different characteristics.
Method: Keep the original structure unchanged, and add a flatbed pressing kit to the existing setup.
Thermal Insulation & Energy-Saving
Purpose: To reduce heat loss, thereby achieving energy savings.
Method:Add isolation and thermal insulation in the following areas: on top of the laminator, on all mesh door scrapers, between the first and second layers, between the first and second chambers, and at the gaps between the chamber and the main beam.
Energy-saving solution for vacuum pump with variable frequency control
Purpose: To redefine the operating frequency of the vacuum pump under different working conditions, thereby achieving energy savings.
Method: Add a variable frequency drive (VFD) and modify the existing program control logic of the vacuum pump.
Convert lift platform to double-deck fixed platform
Purpose: To eliminate energy waste and product quality issues caused by waiting for materials or material congestion.
Method: Replace the existing lift platform with a double-deck fixed platform.
Preheating device on the infeed platform
Purpose: To preheat the back glass to approximately 50°C, reducing the process time by about 40–50 seconds and achieving a significant increase in production capacity.
Method: Install infrared heating tubes above the existing infeed platform, along with temperature control and thermal insulation measures.